
全国免费咨询热线
15950398592
全国免费咨询热线
15950398592

联系电话:桂女士:15950398592
邮 箱:2219963246@qq.com
地 址:淮安经济技术开发区集贤路2
网 址:www.htlyeya.com

生产电动液压动力单元的管材必须有清晰的原材料,不允许使用未知材料的管材。液压系统可以切割直径为50mm或更小的管道直径。通常应通过机械加工切割直径为50mm或更大的管。如果使用气割,则必须使用机械方法来驱动由气割形成的组织的一部分,同时,可以驱出焊接槽。除了返回线之外,辊压挤压切割机不允许切割压力。生产电动液压动力单元的管子的切割表面必须是平的,以去除毛刺,鳞片,熔渣等。切割表面应垂直于管的轴线。外径小于30毫米的管子可以冷弯。当管的外径为30至50mm时,可以使用冷弯或热弯。

生产电动液压动力单元系统的内部结构配备有一些基本的压力杆部件。在淮安,当施加压力时,这些部件连接到小油缸,从而机械能可以转换成压力能。生产电动液压动力单元的液压泵的最大工作压力意味着液压泵的工作压力随着外部负载的增加而增加。当工作压力增加到液压泵本身的强度允许值和最大允许泄漏量时,液压泵的工作压力不再增加,液压泵的工作压力是最高工作压力。液压泵的额定压力是指液压泵在运行过程中允许的最大工作压力,即液压泵铭牌或产品样品上标明的压力。

生产电动液压动力单元出口处的压力油通过油管直接到达控制阀的进油口。当然,燃料箱上通常有一个过滤器(过滤杂质的左侧和右侧)。控制阀一般是多向换向阀,只有多向换向阀才能满足系统中多个执行器的运动。相当于,电动液压动力单元价格是如何查找的。电磁换向阀的原理与手动换向阀相同,但控制方法不尽相同。电磁换向阀的换向依赖于电磁铁。
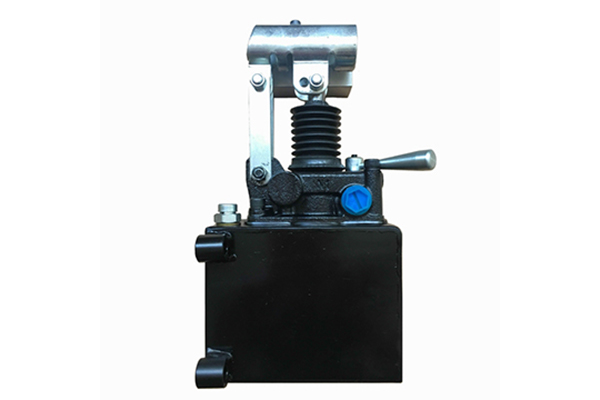
生产电动液压动力单元启动电机后,启动缓冲阀阀芯逐渐反转(反转时间0.5-1秒)。在阀芯就位后,气缸动作被抬起。电机停止后,止回阀和卸荷阀的止回阀可使气缸保持原始高度而不会下降。打开卸荷阀以达到降低功能;可以通过返回节流阀调节下降速度。当电动机卸载阀动力装置停电时,可通过手动排油降低;拧下手动排油阀螺母,逆时针旋转手动排油螺丝30°。下降结束后,拧紧手动排水螺丝并拧紧螺母。在淮安,电动液压动力单元被越来越多的人了解到,运用范围也越来越广。

淮安为实现主动维护技术,有必要加强对生产电动液压动力单元液压系统故障诊断方法的研究。目前,基于维护技术人员的经验和经验,不适合通过观看,收听,触摸和测量来发现故障。现代工业向大规模,连续,现代化的发展必须现代化液压系统故障诊断,加强专家系统研究,总结专家知识,建立完整的学习功能专家知识库,并利用计算机基于输入。淮安知识库中的现象和知识,利用推理机中存在的推理方法,推断出生产电动液压动力单元的故障原因,完善维护计划和预防措施。淮安为进一步激发液压系统故障诊断专家系统通用工具软件,只需要修改和增加不同液压系统的规则量。

